Cutting Knitting Machine Punch Cards with the Cricut Joy
https://mathgrrl.com/wp-content/uploads/2022/11/cricut_punch_fit.jpg
2016
1512
mathgrrl
http://1.gravatar.com/avatar/de00911e0a27aa527aae53a60fc5b663?s=96&d=retro&r=g
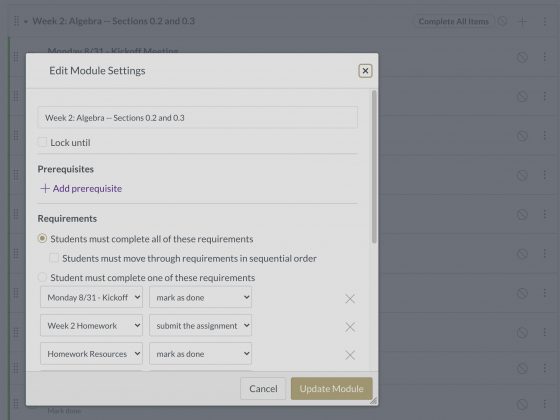
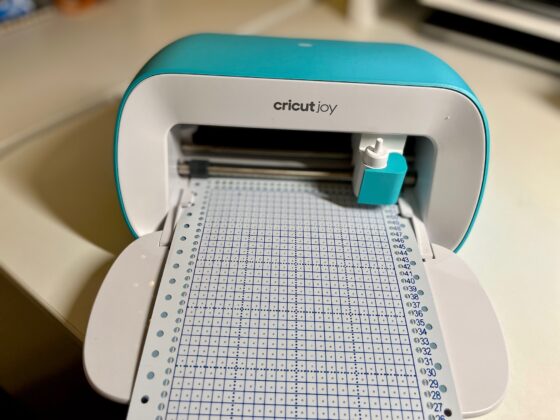
In this post we’ll walk through the process of cutting knitting machine punch cards using the Cricut Joy mini craft cutter. The Joy is somehow *exactly* the right size for cutting directly onto blank machine punch cards! Well, almost… We will walk through the alignment and dimensioning process to make it all work out.